REKLAMA
Dzienniki Urzędowe - rok 2007 nr 2 poz. 11
UCHWAŁA Nr 1/07 KOMITETU STANDARDÓW RACHUNKOWOŚCI
z dnia 16 stycznia 2007 r.
w sprawie przyjęcia stanowiska „Ustalanie kosztu wytworzenia dla celów bilansowej wyceny zapasów”
Na podstawie § 6 ust. 2 w zw. z § 2 ust. 5 rozporządzenia Ministra Finansów z dnia 28 listopada 2001 r. w sprawie zakresu działania i sposobu organizacji Komitetu Standardów Rachunkowości (Dz. U. Nr 140, poz. 1580 z późn. zm.) uchwala się, co następuje:
§ 1
1. Komitet przyjmuje stanowisko „Ustalanie kosztu wytworzenia dla celów bilansowej wyceny zapasów”, stanowiące załącznik do niniejszej uchwały.
2. Stanowisko, o którym mowa w ust. 1, wchodzi w życie z dniem ogłoszenia w Dzienniku Urzędowym Ministra Finansów.
§ 2
Uchwała wchodzi w życie z dniem podjęcia.
| Przewodniczący Komitetu |
| Gertruda Świderska |
| Sekretarz Komitetu |
| Dorota Będziak |
Załącznik do uchwały Nr 1/07 Komitetu Standardów Rachunkowości
z dnia 16 stycznia 2007 r. (poz. 11)
Stanowisko Komitetu Standardów Rachunkowości w sprawie ustalania kosztu wytworzenia dla celów bilansowej wyceny zapasów
1. Wstęp
Sygnały o trudnościach praktycznego stosowania art. 28 ust. 3 ustawy z 29 września 1994 r. o rachunkowości (Dz. U. z 2002 r. Nr 76, poz. 694 z późn. zmianami, zwanej dalej ustawą) oraz brak szczegółowych uregulowań w ustawie odnośnie gromadzenia i rozliczania kosztów pośrednich, uzasadniają potrzebę przedstawienia przez Komitet Standardów Rachunkowości stanowiska na ten temat. Niniejsze Stanowisko odnosi się do bilansowej wyceny zapasów produktów: gotowych półfabrykatów i w toku i dotyczy sposobu ustalania kosztu wytworzenia produktów zgodnie z art. 28 ust. 3 ustawy.
W szczególności Stanowisko dotyczy sposobu kalkulacji i ujęcia kosztów niewykorzystania zdolności produkcyjnych zgodnie z art. 28 ustawy, w świetle którego do kosztu wytworzenia produktu nie zalicza się m.in. kosztów będących konsekwencją niewykorzystania zdolności produkcyjnych i strat produkcyjnych. Koszty te wpływają na wynik finansowy okresu sprawozdawczego, w którym zostały poniesione.
Koszty niewykorzystanych zdolności produkcyjnych powstają, gdy jednostka nie w pełni wykorzystuje zaangażowane zasoby produkcyjne. Zjawisko niewykorzystania zdolności produkcyjnych wynika z ponoszenia przez jednostkę kosztów stałych, będących finansowym odzwierciedleniem długookresowego zaangażowania przez jednostkę zasobów majątkowych oraz długookresowego zatrudniania pracowników. W przypadku tych zasobów ich dostępna ilość lub czas pracy w krótkim okresie mogą być wyższe od bieżącego zapotrzebowania jednostki gospodarującej. Koszty tych zasobów przypisuje się do każdej jednostki produkcji w części odpowiadającej poziomowi ich kosztów, obliczonemu na jednostkę produkcji, przy normalnym wykorzystaniu zdolności produkcyjnych.
Istotą przewidzianego w ustawie sposobu wyceny jest niezwiększanie jednostkowego kosztu wytworzenia o skutki niskiego poziomu produkcji lub niewykorzystania części maszyn i urządzeń. Nie jest uzasadnione wliczanie kosztów niewykorzystanych zdolności produkcyjnych do kosztu wytworzenia zapasu produktów, ponieważ koszty te nie spełniają definicji aktywów jako przyszłych wpływów korzyści ekonomicznych. Niestosowanie przepisu ustawy spowodowałoby zawyżenie kosztów zapasów i w konsekwencji przenoszenie skutków finansowych nieefektywności i strat powstałych w bieżącym okresie na okresy następne (niezachowanie współmierności kosztów wytworzonych produktów z przychodami z ich sprzedaży).
Rozwiązania zawarte w Stanowisku mają charakter wskazówek ułatwiających pomiar kosztów wytworzenia i wycenę zapasów i są zgodne z Międzynarodowymi Standardami Rachunkowości.
Stanowisko dotyczy jednostek prowadzących księgi rachunkowe, prowadzających działalność produkcyjną lub usługową, w ramach której powstają zapasy produktów gotowych zdatnych do sprzedaży, półfabrykatów lub będących w toku produkcji.
1. 1. Ustawa nakłada na jednostki wymóg ustalania kosztów wytworzenia produktów w celu wyceny produktów oraz porównania wartości kosztów wytworzenia produktów z ich cenami sprzedaży netto. Jednostka powinna zatem posiadać system rachunku kosztów, dostosowany do specyfiki jej działalności, pozwalający na wiarygodne i systematyczne ustalanie kosztów wytworzenia produktów na moment ich wytworzenia, a najpóźniej na dzień bilansowy.
1. 2. Dla zapewnienia współmierności przychodów i związanych z nimi kosztów zapasy produktów wycenia się – co do zasady – według kosztów wytworzenia, ustalonych zgodnie z art. 28 ust. 3 ustawy. Odstępstwo od tej zasady, polegające na wycenie produktów za pomocą cen ich sprzedaży, stosuje się tylko wtedy, gdy:
a) koszt wytworzenia produktu przekracza jego cenę sprzedaży netto na dzień bilansowy, ustaloną zgodnie z art. 28 ust. 5 ustawy albo
b) nie jest możliwe ustalenie kosztu wytworzenia produktu.
1. 3. Jeżeli koszt wytworzenia produktu jest wyższy od jego ceny sprzedaży netto na dzień bilansowy, dokonuje się zgodnie z art. 34 ust. 5 odpisu aktualizującego w wysokości różnicy między kosztem wytworzenia produktu a jego ceną sprzedaży netto.
1. 4. Odpisanie wartości zapasu produktów do poziomu cen ich sprzedaży netto na dzień bilansowy może nastąpić w szczególności, gdy:
a) produkt został uszkodzony lub utracił całkowicie lub częściowo swoją przydatność, lub
b) spadła możliwa do uzyskania na dzień bilansowy cena sprzedaży produktu, lub też
c) wzrosły przewidywane koszty związane z przystosowaniem produktu do sprzedaży i dokonaniem tej sprzedaży, takie jak: koszty opakowania, transportu, składowania, załadunku i wyładunku, a w przypadku produktów w toku – także koszty dokończenia produkcji.
1. 5. Jeżeli nie jest możliwe ustalenie kosztu wytworzenia produktu, co dotyczy na przykład produktów ubocznych lub nieobjętych normami produkcyjnymi, jego wyceny dokonuje się zgodnie z art. 28 ust. 3 ustawy według ceny sprzedaży netto takiego samego lub podobnego produktu, pomniejszonej o przeciętnie osiągany przy sprzedaży produktów zysk brutto ze sprzedaży, a w przypadku produktów w toku – także z uwzględnieniem stopnia ich przetworzenia (tzw. skorygowana cena sprzedaży netto).
1. 6. Na przykład wartość produktu ubocznego, powstającego w procesie produkcyjnym łącznie z produktem głównym, może zostać ustalona według skorygowanej ceny sprzedaży netto. Wartość tę odejmuje się od kosztu wytworzenia produktu podstawowego, tak aby nie zawyżać poniesionych kosztów wytworzenia.
1. 7. Jednostka nie może dowolnie przyjąć zasad (polityki) rachunkowości, zgodnie z którymi wytworzone produkty wycenia się w sposób ciągły według skorygowanych cen sprzedaży netto. Oznaczałoby to zaniechanie stosowania wyceny po koszcie wytworzenia nawet wtedy, gdy możliwy jest do zastosowania rachunek kosztów, który pozwala na ustalenie w sposób racjonalny kosztów wytworzenia produktów. Sytuację, gdy nie jest możliwe ustalenie kosztu wytworzenia produktu, należy uznać za bardzo rzadką. Ma ona miejsce głównie w przypadkach opisanych w pkt 1.6 (np. produkty uboczne, użyteczne odpady produkcyjne, wytworzone we własnym zakresie półprodukty lub materiały).
1. 8. Porównanie wartości zapasu produktów w kosztach wytworzenia z cenami sprzedaży netto tego zapasu na dzień bilansowy nie może zastąpić wyceny kosztów wytworzenia tego produktu, dokonywanej zgodnie z art. 28 ust. 3 ustawy. Jeżeli możliwe jest ustalenie kosztu wytworzenia produktu, wycena zapasu produktu na dzień bilansowy przebiega zawsze w dwóch etapach:
a) ustalenie kosztu wytworzenia produktu oraz
b) porównanie kosztu wytworzenia z ceną sprzedaży netto na dzień bilansowy i ewentualne dokonanie odpisu aktualizującego w wysokości różnicy między kosztem wytworzenia produktu a jego ceną sprzedaży netto.
2. Koszt wytworzenia zapasu produktów
2. 1. Zgodnie z art. 28 ust. 3 ustawy generalną zasadą jest ustalanie kosztu wytworzenia produktu poprzez przypisanie danemu produktowi kosztów pozostających w bezpośrednim związku z nim oraz uzasadnionej części kosztów pośrednio związanych z wytworzeniem tego produktu. Do kosztu wytworzenia produktu zalicza się koszty poniesione w związku z doprowadzeniem produktu do postaci i miejsca, w jakim znajduje się w dniu wyceny.
2. 2. Do kosztu wytworzenia zalicza się w szczególności wartość zużycia materiałów bezpośrednich oraz koszty pozyskania lub przetworzenia produktu wynikające ze stopnia jego przetworzenia na dzień bilansowy. Właściwe jest także zaliczenie do kosztu wytworzenia kosztów powstałych przed rozpoczęciem produkcji a związanych bezpośrednio z produkcją, takich jak: amortyzacja kosztów prac rozwojowych, koszty przygotowania produkcji oraz koszty zakupu materiałów produkcyjnych. Do kosztu wytworzenia można także zaliczyć koszty ogólnoprodukcyjne, związane z nadzorem i wspieraniem procesu produkcyjnego, w części odpowiedniej do okresu wytwarzania produktu. Do kosztu wytworzenia nie zalicza się jednak kosztów magazynowania produktów gotowych i półproduktów, chyba że poniesienie tych kosztów jest niezbędne w procesie produkcji, oraz kosztów związanych ze sprzedażą produktów i ogólnym zarządem. Koszty te, określane jako koszty okresu, wpływają na wynik finansowy okresu sprawozdawczego, w którym zostały poniesione.
2. 3. Koszt wytworzenia produktu obejmuje:
a) koszty bezpośrednie oraz
b) racjonalnie i systematycznie przypisaną uzasadnioną część kosztów pośrednich produkcji, na które składają się:
i) zmienne pośrednie koszty produkcji oraz
ii) stałe pośrednie koszty produkcji.
2. 4. Koszty bezpośrednie obejmują koszty pozostające w bezpośrednim związku z danym produktem, takie jak wartość zużycia materiałów bezpośrednich i płacy bezpośredniej z pochodnymi. Składają się na nie także inne koszty wytworzenia produktu – na przykład wartość zużycia energii, paliw i narzędzi produkcyjnych – jeżeli, zgodnie z przyjętymi przez jednostkę rozwiązaniami rachunku kosztów, następuje ich bezpośrednie powiązanie z jednostką produktu. Na przykład możliwość pomiaru rzeczywistego zużycia energii, paliw lub narzędzi do wytworzenia określonego produktu umożliwia bezpośrednie powiązanie tych kosztów z jednostką produkcji.
2. 5. Koszty bezpośrednie przypisuje się do każdej jednostki produkcji na podstawie danych o wykorzystaniu bezpośredniego czasu pracy pracowników oraz udokumentowanego rzeczywistego zużycia innych zasobów.
2. 6. Przez zmienne pośrednie koszty produkcji rozumie się takie koszty produkcji poniesione w okresie wytwarzania produktu, które zmieniają się bezpośrednio lub prawie bezpośrednio wraz ze zmianą wielkości produkcji albo wraz ze zmianą innych właściwych czynników, takich jak liczba godzin pracy maszyn i urządzeń produkcyjnych lub liczba wytworzonych zleceń (partii) produkcyjnych. Zmiany kosztów względem tych czynników mogą być proporcjonalne (liniowe) lub nieproporcjonalne (progresywne lub degresywne). Do zmiennych pośrednich kosztów produkcji można zaliczyć np. wartość zużycia materiałów, energii, paliw i oprzyrządowania, niezaliczanych do kosztów bezpośrednich, których zużycie zależy od czasu pracy maszyn i urządzeń.
2. 7. Zmienne pośrednie koszty produkcji przypisuje się do każdej jednostki produkcji na podstawie rzeczywistego stopnia wykorzystania zdolności produkcyjnych.
2. 8. Przez stałe pośrednie koszty produkcji rozumie się koszty poniesione w okresie wytwarzania produktu, które pozostają stosunkowo niezmienne, niezależnie od wielkości produkcji oraz wielkości czynników, takich jak liczba godzin pracy maszyn i urządzeń produkcyjnych lub liczba wytworzonych zleceń (partii) produkcyjnych. Do stałych pośrednich kosztów produkcji można zaliczyć np. koszty amortyzacji i utrzymania (konserwacji, remontów) maszyn i urządzeń oraz budynków produkcyjnych oraz koszty ogólnoprodukcyjne. Jednostka ponosi koszty amortyzacji, konserwacji i utrzymania niezależnie od stopnia wykorzystania budynków produkcyjnych oraz maszyn i urządzeń produkcyjnych. Tak samo koszty wynagrodzeń, ubezpieczeń i innych świadczeń na rzecz pracowników produkcyjnych i nadzoru produkcji mogą być stałe, bez względu na okresowe wahania w zapotrzebowaniu na ich świadczenia pracy. Zasoby te zostają zaangażowane przez jednostkę z pewnym wyprzedzeniem w stosunku do ich wykorzystania lub świadczonej pracy, na podstawie przewidywanego zapotrzebowania w następnych okresach. Ich dostępna ilość lub czas pracy zwykle nie są w krótkim okresie idealnie dopasowane do bieżącego zapotrzebowania, np. ze względu na sezonowość lub cykliczność produkcji albo stopniowe dochodzenie do pełnego wykorzystania zdolności produkcyjnych. W takim przypadku część stałych kosztów pośrednich produkcji przypadająca na niewykorzystane zdolności produkcyjne stanowi koszty niewykorzystania zdolności produkcyjnych.
2. 9. Stałe pośrednie koszty produkcji przypisuje się do każdej jednostki produkcji w części odpowiadającej poziomowi tych kosztów, obliczonemu na jednostkę produkcji, przy normalnym wykorzystaniu zdolności produkcyjnych. Wielkości stałych pośrednich kosztów produkcji przypisanych do każdej jednostki produkcji nie zwiększa się o skutki niższego od ustalonego jako normalny poziomu produkcji. W okresie wyższego niż ustalony jako normalny poziomu produkcji wielkości stałych pośrednich kosztów produkcji przypisanych do każdej jednostki produkcji zmniejsza się odpowiednio, aby nie wyceniać zapasów produktów powyżej ich rzeczywistego kosztu wytworzenia.
2. 10. Nieprzypisane do jednostek produkcji stałe pośrednie koszty produkcji, będące konsekwencją niewykorzystania zdolności produkcyjnych, wpływają na wynik finansowy okresu sprawozdawczego, w którym zostały poniesione. Koszty te:
a) zwiększają „Koszt wytworzenia sprzedanych produktów” – w razie stosowania przez jednostkę wariantu kalkulacyjnego rachunku zysków i strat albo
b) wpływają na „Zmianę stanu produktów” – w przypadku stosowania wariantu porównawczego rachunku zysków i strat, chyba że zgodnie z treścią ekonomiczną zdarzeń właściwsze jest ich ujęcie jako pozostałych kosztów operacyjnych. Na przykład ujęcie kosztów niewykorzystania zdolności produkcyjnych jako pozostałych kosztów operacyjnych może być zasadne, gdy niewykorzystanie to było spowodowane nieplanowymi przestojami produkcji.
2. 11. Do kosztów wytworzenia zapasów produktów nie zalicza się:
a) kosztów będących konsekwencją niewykorzystania zdolności produkcyjnych, w tym: kosztów wynagrodzeń za nieplanowane przestoje, kosztów związanych z nieczynnymi urządzeniami produkcyjnymi, kosztów utrzymania niewykorzystanych powierzchni produkcyjnych oraz nieprzypisanych do produktów stałych pośrednich kosztów produkcji, wynikających z niepełnego wykorzystania normalnych zdolności produkcyjnych,
b) kosztów strat produkcyjnych, w tym spowodowanych powstaniem braków nienaprawialnych i kosztów naprawy braków, przekraczających poziom uznany w danej branży za normalne ryzyko produkcyjne,
c) kosztów ogólnego zarządu, chyba że wiążą się z doprowadzeniem produktu do postaci i miejsca, w jakich znajduje się na dzień wyceny,
d) kosztów magazynowania produktów gotowych i półproduktów, chyba że poniesienie tych kosztów jest niezbędne w procesie produkcji,
e) kosztów sprzedaży produktów.
Koszty okresu wpływają na wynik finansowy okresu sprawozdawczego, w którym je poniesiono.
3. Koszty niewykorzystanych zdolności produkcyjnych
3. 1. Przez normalny poziom zdolności produkcyjnych rozumie się zdolności produkcyjne, wynikające ze zdolności wytwórczych (potencjału wytwórczego) maszyn i urządzeń oraz z planowanych efektywnych warunków techniczno-organizacyjnych produkcji, uwzględniających liczbę zmian pracy oraz wydajność maszyn i urządzeń, pomniejszone o utratę zdolności produkcyjnych na skutek dokonywania ulepszeń, remontów i konserwacji maszyn, przy uwzględnieniu dni wolnych od pracy, sezonowych wahań produkcji i popytu.
3. 2. Jednostka powinna zapewnić wiarygodne udokumentowanie obliczenia normalnego poziom zdolności produkcyjnych oraz ewidencję wykorzystania zdolności produkcyjnych, dostosowaną do sposobu ich pomiaru, pozwalającą ustalić wielkość niewykorzystanych w danym okresie zdolności produkcyjnych. Normalny poziom zdolności produkcyjnych powinien być systematycznie weryfikowany.
3. 3. Jednostka może ustalać koszty będące konsekwencją niewykorzystania zdolności produkcyjnych:
a) bieżąco – poprzez przypisanie do produktów stałych pośrednich kosztów produkcji wyłącznie w wysokości odpowiadającej poziomowi tych kosztów przy normalnym wykorzystaniu zdolności produkcyjnych, zgodnie z zasadą określoną w pkt 2.9,
b) okresowo – poprzez dokonywaną okresowo, nie później niż na dzień bilansowy eliminację kosztów będących konsekwencją niewykorzystania zdolności produkcyjnych z kosztów wytworzenia zapasu produktów.
Zaleca się stosowanie rozwiązania, o którym mowa w pkt. a).
4. Zalecane metody ustalania kosztów niewykorzystanych zdolności produkcyjnych
Zróżnicowanie organizacji produkcji, jej charakteru i przebiegu powoduje, że rachunek kosztów wymaga dostosowania do indywidualnych potrzeb każdej jednostki.
W celu jednak ustalenia kosztów będących konsekwencją niewykorzystania zdolności produkcyjnych wskazane jest, aby jednostka:
1. Określiła poziom szczegółowości pomiaru niewykorzystanego potencjału wytwórczego.
2. Dokonała wyboru jednostek pomiaru rozmiarów potencjału wytwórczego.
3. Określiła normalny poziom zdolności produkcyjnych.
4. Ustaliła stawkę (stawki) kosztów normalnego wykorzystania zdolności produkcyjnych jednostki pomiaru poprzez podzielenie kosztów utrzymania normalnego potencjału wytwórczego przez normalny poziom zdolności produkcyjnych.
5. Ustaliła rzeczywisty poziom wykorzystania zdolności produkcyjnych i poziom zdolności niewykorzystanych.
6. Ustaliła koszty niewykorzystanych zdolności wytwórczych, mnożąc stawkę (stawki) kosztów normalnego poziomu wykorzystania przez liczbę jednostek zdolności niewykorzystanych.
4. 1. Przykłady sposobu określenia szczegółowości pomiaru wykorzystanego i niewykorzystanego potencjału wytwórczego (zdolności produkcyjnych). Zależnie od sposobu organizacji produkcji pomiar wielkości wykorzystanego i niewykorzystanego potencjału może nastąpić na poziomie:
– całego zakładu produkcyjnego,
– jednostek organizacyjnych zakładu, np. wydziałów,
– linii produkcyjnych w ramach poszczególnych wydziałów,
– stanowisk roboczych w ramach poszczególnych linii lub wydziałów,
– pojedynczych zasobów wykorzystywanych w jednostce w postaci maszyn, ludzi i pomieszczeń.
4. 2. Przykłady sposobu wyboru jednostek pomiaru rozmiarów zdolności produkcyjnych.
Zależnie od sposobu organizacji produkcji pomiar rozmiarów potencjału wytwórczego może następować za pomocą takich jednostek, jak:
– wielkość produkcji wyrażona w:
* tonach (kilogramach),
* megawatach,
* hektolitrach,
* sztukach;
– liczba godzin pracy:
* pracowników (rh),
* maszyn i urządzeń (mh);
– inne czynniki dobrze odzwierciedlające zużycie zasobów w jednostce:
* liczba m2 powierzchni produkcyjnych,
* liczba m3 kubatury pomieszczeń,
* liczba wykonywanych operacji itp.
4. 3. Przykłady sposobu określenia normalnego poziomu zdolności produkcyjnych.
Zależnie od organizacji produkcji przy ustalaniu normalnego poziomu zdolności produkcyjnych można uwzględniać:
* teoretyczne zdolności produkcyjne potencjału wytwórczego,
* ograniczenia teoretycznego poziomu1 zdolności produkcyjnych, wynikające z planowanych konserwacji, remontów i ulepszeń,
* system pracy (jedna, dwie, trzy zmiany),
* sieć powiązań maszyn i urządzeń w zespoły, linie lub ciągi technologiczne, mającą wpływ na uzyskiwane zdolności produkcyjne,
* inne czynniki (np. występujące cyklicznie czynniki o charakterze naturalnym: niskie temperatury itp.).
4. 4. Przykłady sposobu ustalania stawki (stawek) kosztów normalnego wykorzystania zdolności produkcyjnych.
Ustalenie stawki dla stałych pośrednich kosztów produkcji wymaga uprzedniego wydzielenia kosztów stałych produkcji z ogółu kosztów pośrednich produkcji. Może to z kolei nastąpić przez zastosowanie jednej z metod wydzielania kosztów stałych i zmiennych:
* zastosowanie metody księgowej,
* zastosowanie metody statystycznej,
* podział zasobów na zasoby elastyczne2 (zmienne) i zaangażowane3.
4. 5. Ustalanie rzeczywistego poziomu wykorzystania zdolności produkcyjnych i poziomu zdolności niewykorzystanych.
Określenie rzeczywistego stopnia wykorzystania zdolności produkcyjnych polega na pomiarze wykonanych ilości dla określonych w punkcie 4.2 jednostek pomiaru rozmiarów potencjału wytwórczego. Ustalenie liczby wykorzystanych i niewykorzystanych zdolności produkcyjnych następuje przez porównania rzeczywistego stopnia wykorzystania zdolności (jednostek pomiaru) z poziomem uznanym za normalny.
4. 6. Ustalanie kosztów niewykorzystanych zdolności produkcyjnych
Ustaloną liczbę niewykorzystanych jednostek zdolności produkcyjnych mnoży się przez koszt jednostki pomiaru ustalony na poziomie normalnych zdolności produkcyjnych.
Ilustruje to wzór:
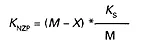
gdzie:
KNZP koszty niewykorzystanych zdolności produkcyjnych
M normalny poziom wykorzystania zdolności produkcyjnych (wyrażony w określonych jednostkach pomiaru)
X rzeczywisty poziom wykorzystania zdolności produkcyjnych
Ks koszty stałe
5. Przykłady ustalania kosztu niewykorzystanych zdolności produkcyjnych w różnych warunkach organizacyjnych produkcji
Ustalenie kosztu niewykorzystanych zdolności produkcyjnych w przypadku różnych typów organizacji produkcji może wymagać zastosowanie określonej kombinacji elementów wymienionych w punkcie 4. Poniżej przedstawiono przykłady obliczenia kosztu niewykorzystanych zdolności produkcyjnych dla jednostek różnych branż.
5. 1. Ustalanie kosztu niewykorzystanych zdolności produkcyjnych w jednostce o prostej produkcji masowej.
Kopalnia
Przykładem prostej produkcji masowej jest kopalnia. W wyniku zaangażowania wielu różnych maszyn i specjalistycznego sprzętu uzyskuje się jeden główny produkt w postaci np. węgla kamiennego (powstają też produkty uboczne wydobycia). Uzyskany produkt jest jednorodny, a cały majątek produkcyjny kopalni jest przeznaczony do wykorzystania przy wydobyciu tego właśnie produktu. W przypadku takim liczenie niewykorzystanych zdolności produkcyjnych (zamiennie potencjału) może następować na poziomie całej kopalni. Oznacza to, że potencjał określany jest dla całej części produkcyjnej jednostki. Ponieważ główną miarą wydajności kopalni jest wydobycie mierzone w tysiącach ton, odpowiednią jednostką pomiaru niewykorzystania potencjału będzie liczba ton wydobywanej kopaliny.
Ustalenie normalnych zdolności produkcyjnych następuje na poziomie całej części produkcyjnej i uwzględnia wielkość wydobycia w planowanych przez kierownictwo kopalni efektywnych warunkach wydobycia, które określają:
* praktyczne zdolności wydobywcze maszyn,
* praktyczne zdolności wydobywcze pracowników (liczba pracowników oraz liczba zmian),
* inne ograniczenia organizacyjne (np. wąskie gardła).
Przykład liczbowy – kopalnia węgla kamiennego
Zakłada się, że kopalnia pracuje w systemie trójzmianowym. Ze względu na znaczne wahania wydobycia węgla kamiennego i popytu na ten produkt w poszczególnych miesiącach mogą wystąpić sytuacje, że rzeczywiste wykorzystanie będzie o wiele niższe od normalnego, jak też że rzeczywiste wykorzystanie będzie wyższe od normalnego. W tym przypadku najlepszym rozwiązaniem jest liczenie niewykorzystanych zdolności produkcyjnych za okresy roczne.
Zakłada się, że teoretyczne zdolności produkcyjne kopalni to wydobycie 5 000 000 ton węgla rocznie. Wartość tę ograniczają:
* planowane remonty: 500 000 ton rocznie,
* czasowe wyłączenia wydobycia z powodu zagrożenia wybuchu gazów itp.: 200 000 ton rocznie,
* absencje chorobowe pracowników: 200 000 ton rocznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 300 000 ton rocznie.
Odejmując od teoretycznych zdolności produkcyjnych wymienione ograniczenia, normalne zdolności produkcyjne wynoszą: 3 800 000 ton rocznie.
W roku 20XX wydobycie wyniosło 3 200 000 ton węgla rocznie. Odejmując od normalnych zdolności produkcyjnych rzeczywiste wydobycie w roku 20XX, uzyskuje się informację o wielkości niewykorzystanego potencjału wyrażoną w naturalnych jednostkach: 600 000 ton węgla.
Planowane stałe koszty pośrednie produkcji przy normalnym wykorzystaniu zdolności produkcyjnych wynoszą: 399 mln zł. Faktycznie poniesione stałe koszty pośrednie produkcji w roku 20XX wyniosły 421 mln zł. Do wyliczenia kosztu niewykorzystanych zdolności produkcyjnych stosuje się planowane stałe koszty pośrednie produkcji, a stawka tych kosztów na jedną tonę węgla wynosi 105 zł (399 mln zł ÷ 3 800 000 ton).
Koszt niewykorzystanych zdolności produkcyjnych w roku 20XX wyniósł: 63 mln zł (105 zł x 600 000 ton). Koszt niewykorzystanych zdolności produkcyjnych powinien w całości obciążyć koszt wytworzenia sprzedanych produktów. Nie może on wpływać na wartość (koszt wytworzenia) zapasu kopalin.
Różnica między planowanymi a rzeczywiście poniesionymi stałymi kosztami pośrednimi produkcji stanowi odchylenie budżetowe: 22 mln zł, które odnosi się na: produkty sprzedane, zapasy oraz koszt niewykorzystanych zdolności wytwórczych. Nie dotyczy to jednak przypadku, gdy różnica między planowanymi, a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy); wtedy to odchylenie może w całości wpływać na koszt sprzedanych produktów.
5. 2. Przykład ustalania kosztu niewykorzystanych zdolności produkcyjnych w jednostce o złożonej produkcji masowej.
Produkcja kostki brukowej
Przykładem złożonej produkcji masowej jest produkcja kostki brukowej. Przebiega ona w trzech fazach. Pierwsza faza obejmuje przygotowanie masy betonowej, w drugiej fazie masa betonowa jest wlewana w formy, a w trzeciej fazie następuje utwardzanie kostki przy wykorzystaniu specjalistycznej maszyny.
Zdolność produkcyjną można w tym przypadku ustalić dla każdej z faz oddzielnie. Ponieważ jednak stanowią one jedną linię produkcyjną, której wydajność ogranicza najmniej wydajna część, liczenie niewykorzystanego potencjału następuje na poziomie całego zakładu. Oznacza to, że zdolności wytwórcze określa się dla całej produkcyjnej części jednostki.
Najlepszą jednostką pomiaru niewykorzystanych zdolności produkcyjnych w tej jednostce będzie liczba wyprodukowanej kostki liczona w sztukach lub m3. Określenie zdolności produkcyjnych tej jednostki za pomocą metrów kwadratowych nie pozwoliłoby na właściwe ustalenie ilości niewykorzystanych zdolności produkcyjnych, ponieważ główną jednostką kosztotwórczą jest tu sztuka (m3) produktu. Ustalenie normalnych zdolności produkcyjnych następuje na poziomie całej produkcyjnej części i uwzględnia wielkość produkcji w efektywnych warunkach wytwarzania, które zależą od:
* praktycznych zdolności wytwórczych maszyn,
* praktycznych zdolności wytwórczych pracowników (liczba pracowników oraz liczba zmian),
* innych ograniczeń organizacyjnych (np. wąskich gardeł).
Przykład liczbowy – produkcja kostki brukowej, wariant A
Fabryka kostki brukowej pracuje w systemie jednozmianowym. Ze względu na znaczne wahania możliwości produkcji kostki spowodowane czynnikami atmosferycznymi i popytu na ten produkt w poszczególnych miesiącach rzeczywiste wykorzystanie może być zarówno o wiele niższe od normalnego, jak też wyższe od normalnego. W tych okolicznościach najlepszy efekt da liczenie niewykorzystanych zdolności produkcyjnych (potencjału) za okresy roczne.
Zakłada się, że teoretyczne zdolności produkcyjne fabryki kostki brukowej wynoszą 8 000 000 szt. rocznie. Wielkość tę ograniczają:
* planowane remonty: 400 000 szt. rocznie,
* absencje chorobowe pracowników: 100 000 szt. rocznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 300 000 szt. rocznie.
Odejmując od teoretycznych zdolności produkcyjnych wymienione ograniczenia, uzyskuje się wielkość normalnych zdolności produkcyjnych: 7 200 000 szt. kostki rocznie.
W roku 20XX produkcja kostki wyniosła 6 200 000 szt. rocznie. Odejmując od normalnych zdolności produkcyjnych rzeczywistą produkcję w roku 20XX, uzyskuje się informację o wielkości niewykorzystanego potencjału wyrażoną w naturalnych jednostkach: 1 000 000 szt. kostki.
Planowane stałe koszty pośrednio produkcyjne normalnego poziomu zdolności produkcyjnych wynoszą: 8,64 mln zł. Faktycznie poniesione stałe koszty pośrednie produkcji w roku 20XX wyniosły 9,1 mln zł. Do wyliczenia kosztu niewykorzystanych zdolności produkcyjnych stosuje się planowane stałe koszty pośrednie produkcji, a stawka planowanych kosztów pośrednio produkcyjnych na jedną sztukę wynosi 1,20 zł (8,64 mln zł ÷ 7 200 000 szt.).
Koszt niewykorzystanych zdolności produkcyjnych w roku 20XX wyniósł: 1,2 mln zł (1,20 zł x 1 000 000 szt.); powinien on zostać uwzględniony przy ustalaniu kosztu wytworzenia sprzedanych produktów i nie wpływać na wartość (koszt wytworzenia) zapasu produktów.
Różnica między planowanymi, a poniesionymi stałymi kosztami pośrednimi produkcji stanowi odchylenie budżetowe: 0,46 mln zł, odnoszone na: produkty sprzedane, zapasy produktów oraz koszt niewykorzystanego potencjału. Nie dotyczy to przypadku, gdy różnica między planowanymi, a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy); może ona wtedy w całości wpływać na koszt sprzedanych produktów.
Przykład liczbowy – produkcja kostki brukowej, wariant B
Założenia dotyczące produkcji oraz zdolności produkcyjnych jednostki są analogiczne jak w przykładzie przedstawionym wyżej.
Rzeczywisty poziom produkcji w roku 20XX był niższy od normalnych zdolności produkcyjnych i wyniósł 6 200 000 szt. kostki. Jednostka w szczycie sezonu budowlanego byłaby w stanie wyprodukować i sprzedać więcej produktów, jednak z powodu poważnej awarii musiała odmówić przyjęcia kilkunastu znaczących zamówień. Awaria powstała w wyniku nieostrożnej obsługi sprzętu przez grupę młodocianych pracowników zatrudnionych w okresie wakacyjnym. Zgodnie z obowiązującymi w jednostce normami bezpieczeństwa sprzęt powinien być obsługiwany przez doświadczonych pracowników. Nieprzyjęte przez jednostkę zamówienia, które mogłyby być wytworzone w tym okresie, opiewały na 500 000 szt. kostki brukowej.
Odejmując od normalnych zdolności produkcyjnych rzeczywistą produkcję roku 20XX, uzyskuje się informację o wielkości niewykorzystanych zdolności produkcyjnych wyrażonych w naturalnych jednostkach: 1 000 000 szt. kostki.
Planowane stałe koszty pośrednio produkcyjne dla normalnego poziomu zdolności produkcyjnych wynoszą: 8,64 mln zł. Faktycznie poniesione stałe koszty pośrednie produkcji w roku 20XX wyniosły 9,2 mln zł. Do wyliczenia kosztu niewykorzystanego potencjału stosuje się planowane stałe koszty pośrednie produkcji, a stawka planowanych kosztów pośrednio produkcyjnych na jedną sztukę wynosi 1,20 zł (8,64 mln zł : 7 200 000 szt.). Koszt niewykorzystanych zdolności produkcyjnych w roku 20XX wyniósł: 1,2 mln zł (1,20 zł x 1 000 000 szt.); nie może on mieć wpływu na wartość (koszt wytworzenia) zapasu wyrobów. Koszt niewykorzystania potencjału, spowodowany awarią wynoszący 600 000 zł (500 000 zł x 1,20) powinien zostać odniesiony w ciężar pozostałych kosztów operacyjnych. Pozostała część kosztów niewykorzystanego potencjału wynosząca 0,6 mln zł (500 000 szt. x 1,20) obciąża koszty wytworzenia sprzedanych produktów.
Różnica między planowanymi a rzeczywiście poniesionymi stałymi kosztami pośrednimi produkcji stanowi odchylenie budżetowe: 0,56 mln zł, odnoszone na: produkty sprzedane, zapasy oraz koszt niewykorzystanego potencjału. Nie dotyczy to jednak przypadku, gdy różnica między planowanymi a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy); różnica może wtedy wpływać w całości na koszt sprzedanych produktów.
Przykład liczbowy – produkcja kostki brukowej, wariant C
Założenia dotyczące procesu produkcyjnego oraz zdolności produkcyjnych jednostki są analogiczne jak w przykładzie przedstawionym wyżej (B).
Rzeczywista produkcja w roku 20XX wyniosła 7 170 124 szt. kostki. Ponieważ rzeczywisty poziom produkcji nie odbiega znacząco od normalnych zdolności produkcyjnych może on zostać przyjęty za podstawę rozliczenia planowanych stałych kosztów pośrednio produkcyjnych. Nie powstaje w tym przypadku koszt niewykorzystanych zdolności produkcyjnych.
Planowane stałe koszty pośrednio produkcyjne dla normalnego poziomu zdolności produkcyjnych wynoszą: 8,64 mln zł, a stawka planowanych kosztów pośrednio produkcyjnych na jedną sztukę kostki wynosi 1,205 zł (8,64 mln zł : 7 170 124 szt.). Faktycznie poniesione stałe koszty pośrednie produkcji w roku 20XX wyniosły 9,1 mln zł.
Różnica między planowanymi a rzeczywiście poniesionymi stałymi kosztami pośrednimi produkcji: 0,46 mln zł stanowi odchylenie budżetowe, które odnosi się na: produkty sprzedane oraz zapasy. Nie dotyczy to przypadku, gdy różnica między planowanymi a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy). Różnica może wtedy wpływać w całości na koszt sprzedanych produktów.
Produkcja serów
Produkcja serów następuje przy wykorzystaniu kilku linii produkcyjnych. Podstawowa linia wytwarza sery twarde, które mogą stanowić produkt finalny lub zostać przetworzone na kolejnej linii w sery topione. Sery topione mogą z kolei zostać dalej przetworzone na trzech kolejnych liniach. Linia pierwsza pozwala na zapakowanie serów w małe opakowania plastikowe. Linia druga pakuje sery topione najpierw w opakowania trójkątne, które z kolei pakowane są w okrągłe opakowania zbiorcze. Na trzeciej linii następuje produkcja serów w plasterkach, które są pakowane w opakowania foliowe.
Przy produkcji serów możliwe jest wykorzystanie różnych kombinacji linii produkcyjnych na potrzeby produkcji ściśle określonych asortymentów serów. W takiej sytuacji zdolność produkcyjna powinna być liczona dla każdej linii produkcyjnej oddzielnie. Miary wydajności poszczególnych linii produkcyjnych są różne, dlatego zastosowania wymagają odpowiednie jednostki pomiaru.
Przy ustalaniu zdolności produkcyjnych każdej z linii uwzględnienia wymaga wielkość produkcji w efektywnych warunkach wytwarzania, które zależą od:
* praktycznych zdolności wytwórczych maszyn,
* praktycznych zdolności wytwórczych pracowników (liczby pracowników oraz liczby zmian),
* innych ograniczeń organizacyjnych (np. wąskie gardła).
W przypadku bardziej złożonej produkcji, następującej w kilku etapach, może wystąpić dodatkowe ograniczenie normalnych zdolności produkcyjnych. W tym przypadku proces produkcji serów topionych zakłada wyprodukowanie sera przy jednoczesnym wykorzystaniu kilku linii produkcyjnych. Różne rodzaje sera angażują poszczególne linie (etapy produkcji) w sposób różniący się czasem przerobu. To z kolei może prowadzić do czasowych przestojów linii w dalszych etapach przetwarzania, ze względu na konieczność oczekiwania na zakończenie wcześniejszych, bardziej czasochłonnych, etapów produkcji. W takim przypadku zdolność produkcyjna tych linii powinna zostać zredukowana.
Przykład liczbowy – produkcja serów
W przypadku zakładu produkcji serów nie występują większe sezonowe wahania ilości dostarczanych wyrobów. W związku z tym koszt niewykorzystanych zdolności produkcyjnych celowe jest ustalać za okresy miesięczne. Zależnie od rodzaju linii produkcyjnej zostaną dobrane odpowiednie jednostki pomiaru zdolności produkcyjnych. Koszt niewykorzystanych zdolności produkcyjnych ustala się najpierw dla każdej linii oddzielnie, a następnie sumuje i odnosi na koszt wytworzenia sprzedanych produktów.
Zakłada się, że teoretyczne zdolności produkcyjne linii wytwarzającej sery twarde wynoszą 20 000 kg sera miesięcznie. Wielkość tę ograniczają:
* planowane remonty: 400 kg miesięcznie,
* absencje chorobowe pracowników: 150 kg miesięcznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 200 kg miesięcznie.
Odejmując od teoretycznych zdolności wytwórczych linii produkcyjnej wymienione ograniczenia, uzyskuje się wielkość normalnych zdolności produkcyjnych linii – 19 250 kg sera miesięcznie. W miesiącu X roku 20XX produkcja na linii wytwarzającej sery twarde wyniosła 18 000 kg. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywistą produkcję w miesiącu X roku 20XX, uzyskuje się informację o wielkości niewykorzystanej zdolności produkcyjnej wyrażoną w naturalnych jednostkach: 1250 kg sera.
Wariant kalkulacji wykorzystujący koszty planowane
Miesięcznie planowane stałe koszty pośrednio produkcyjne linii wytwarzającej sery twarde dla normalnego poziomu wykorzystania zdolności produkcyjnych wynoszą: 308 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji linii wytwarzającej sery twarde w miesiącu X roku 20XX wyniosły 340 tys. zł. Do wyliczenia kosztu niewykorzystanych zdolności produkcyjnych stosuje się planowane stałe koszty pośrednie produkcji, zaś ich stawka na jeden kg sera wynosi 16,00 zł (308 tys. zł ÷ 19 250 kg).
Koszt niewykorzystanych zdolności wytwórczych linii wytwarzającej sery twarde w miesiącu X roku 20XX wyniósł: 20 000 zł (16,00 zł x 1250 kg).
Alternatywny wariant kalkulacji zakładający wykorzystanie kosztów rzeczywistych jako podstawy ustalenia kosztu niewykorzystanych zdolności produkcyjnych.
Faktycznie poniesione stałe koszty pośrednie produkcji linii wytwarzającej sery twarde w miesiącu X roku 20XX wyniosły 340 tys. zł. Do wyliczenia kosztu niewykorzystanych zdolności wytwórczych można wykorzystać dane o rzeczywistych stałych kosztach pośrednich produkcji; wtedy to stawka rzeczywistych kosztów pośrednich produkcji na jeden kg sera wyniesie 17,66 zł (340 tys. zł ÷ 19 250 kg).
Koszt niewykorzystanych zdolności produkcyjnych linii wytwarzającej sery twarde w miesiącu X roku 20XX wyniósł: 22 075,00 zł (17,66 zł x 1250 kg).
Zakłada się, że teoretyczne zdolności produkcyjne linii wytwarzającej sery topione wynoszą 15 000 kg sera miesięcznie. Wielkość tę ograniczają:
* planowane remonty: 100 kg miesięcznie,
* absencje chorobowe pracowników: 180 kg miesięcznie,
* przerwy w pracy pracowników oraz czasy przygotowawcze: 120 kg miesięcznie,
* przestoje wynikające z braku odpowiedniej ilości serów twardych do przerobienia: 100 kg miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności produkcyjnych linii produkcyjnej wymienione ograniczenia, uzyskuje się wielkość normalnych zdolności produkcyjnych linii: 14 500 kg sera miesięcznie.
W miesiącu X roku 20XX produkcja na linii wytwarzającej sery topione wyniosła 11 000 kg. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywistą produkcję w miesiącu X roku 20XX uzyskuje się informację o wielkości niewykorzystanych zdolności produkcyjnych wyrażonej w naturalnych jednostkach pomiaru: 3500 kg sera.
Miesięczne planowane stałe koszty pośrednie produkcji linii produkującej sery topione dla normalnego poziomu wykorzystania zdolności produkcyjnych wynoszą: 174 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji linii produkującej sery twarde w miesiącu X roku 20XX wyniosły 190 tys. zł. Stawka planowanych kosztów pośrednich produkcji na jeden kg sera wynosi 12,00 zł (174 tys. zł ÷ 14 500 kg).
Koszt niewykorzystanego potencjału w miesiącu X roku 20XX wyniósł: 42 000 zł (12,00 zł x 3500 kg). Zakłada się, że teoretyczne zdolności produkcyjne linii pakującej sery topione w opakowania plastikowe wynoszą 100 000 szt. sera topionego miesięcznie. Wielkość tę ograniczają:
* planowane remonty: 4000 szt. miesięcznie,
* absencje chorobowe pracowników: 2000 szt. miesięcznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 1500 szt. miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności produkcyjnych linii, na której pakuje się sery topione, wymienione ograniczenia, wielkość normalnych zdolności produkcyjnych linii wyniesie 92 500 szt. miesięcznie.
W miesiącu X roku 20XX produkcja na linii pakującej sery topione w opakowania plastikowe wyniosła 73 000 szt. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywistą produkcję w miesiącu X roku 20XX, uzyskuje się informację o wielkości niewykorzystanych zdolności produkcyjnych wyrażoną w naturalnych jednostkach: 19 500 szt. sera topionego.
Miesięczne planowane stałe koszty pośrednio produkcyjne linii pakującej sery topione w opakowania plastikowe dla normalnego poziomu zdolności produkcyjnych wynoszą: 148 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji tej linii w miesiącu X roku 20XX wyniosły 144 tys. zł. Do wyliczenia kosztu niewykorzystanych zdolności produkcyjnych stosuje się planowane stałe koszty pośrednie produkcji, a ich stawka na jedną szt. wynosi 1,60 zł (148 tys. zł ÷ 92 500 szt.).
Koszt niewykorzystanych zdolności produkcyjnych w miesiącu X roku 20XX wyniósł: 31.2 tys. zł (1,60 zł x 19 500 szt.).
Koszt niewykorzystanych zdolności produkcyjnych wynoszący 93,2 tys. zł (20 tys. zł [koszt niewykorzystanego potencjału dla linii serów twardych] + 42 tys. zł [koszt niewykorzystanego potencjału dla linii serów topionych] + 31,2 tys. zł [koszt niewykorzystanego potencjału dla linii pakującej sery]), podwyższa koszt wytworzenia sprzedanych produktów; nie może on wpływać na wartość (koszt wytworzenia) zapasu produktów.
Różnica między planowanym a poniesionym stałym kosztem pośrednio produkcyjnym stanowi odchylenie budżetowe: 44 tys. zł (32 tys. zł [odchylenie budżetowe dla linii serów twardych] + 16 tys. zł [odchylenie budżetowe dla linii serów topionych] – 4 tys. zł [odchylenie budżetowe dla linii pakującej sery]), odnoszone na: produkty sprzedane, zapasy oraz koszt niewykorzystanych zdolności produkcyjnych. W przypadku gdy różnica między planowanymi a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy), może ona w całości wpływać na koszt sprzedanych produktów.
W przypadku stosowania wariantu bazującego tylko na kosztach rzeczywistych niewykorzystanych zdolności produkcyjnych odchylenia budżetowe nie występują.
5. 3. Przykład ustalania kosztu niewykorzystanych zdolności produkcyjnych w jednostce o złożonej produkcji seryjnej.
Produkcja leków (maści)
Przykładem produkcji seryjnej jest wytwarzanie maści o właściwościach leczniczych. Maści, zależnie od stopnia czystości, produkowane są w różnych, przeznaczonych do tego celu, centrach produkcyjnych. Określone centrum produkcyjne po przyjęciu materiału do produkcji danej serii maści jest niedostępne do produkcji innych maści do momentu zakończenia produkcji tej serii oraz wyczyszczenia i ustawienia maszyn dla kolejnej serii. Przy tego typu produkcji konieczne jest liczenie poziomu niewykorzystanych zdolności produkcyjnych na poziomie każdego centrum danego typu. W rozpatrywanym przypadku ich miarą są maszynogodziny (mh). Wynika to z faktu, że serie liczące zarówno 10 000, jak i 50 000 szt. pudełek maści mogą angażować linię produkcyjną przez podobny czas.
Ustalenie zdolności produkcyjnych każdego centrum powinno uwzględniać dostępność czasową w efektywnych warunkach wytwarzania, które zależą od:
* praktycznych zdolności wytwórczych maszyn,
* praktycznych zdolności wytwórczych pracowników (liczby pracowników oraz liczby zmian),
* innych ograniczeń organizacyjnych (np. wąskich gardeł).
Przykład liczbowy – produkcja leków (maści)
W przypadku produkcji maści nie występują znaczne wahania sezonowe w ilościach dostarczanych wyrobów i obłożeniu produkcją poszczególnych centrów produkcyjnych. W związku z tym koszt niewykorzystanych zdolności produkcyjnych powinien by być ustalany za okresy miesięczne. Jednostką pozwalającą najlepiej zmierzyć poziom niewykorzystanych zdolności produkcyjnych jest godzina pracy centrum. Koszt niewykorzystanych zdolności produkcyjnych liczy się najpierw dla każdego centrum, a następnie sumuje i odnosi na koszt wytworzenia sprzedanych produktów.
Zakłada się, że teoretyczne zdolności centrum produkcyjnego „A” o standardowym poziomie sterylności, przy produkcji na dwie zmiany przez 6 dni w tygodniu, wynoszą 384 godziny miesięcznie. Wielkość tę ograniczają:
* planowane remonty: 24 h miesięcznie,
* absencje chorobowe pracowników: 10 h miesięcznie.
* przerwy w pracy pracowników oraz czas przygotowawczy: 20 h miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności produkcyjnych centrum produkcyjnego wymienione ograniczenia, uzyskuje się wielkość normalnych zdolności produkcyjnych centrum – 330 h miesięcznie.
W miesiącu X roku 20XX produkcja w centrum produkcyjnym „A” o standardowym poziomie sterylności angażowała centrum przez 300 h. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywiste wykorzystanie centrum w miesiącu X roku 20XX, uzyskuje się informację o jego niewykorzystanych zdolnościach produkcyjnych wyrażonych w godzinach: 30 h.
Miesięczne planowane stałe koszty pośrednie produkcji centrum produkcyjnego „A” o standardowym poziomie sterylności dla normalnego poziomu zdolności produkcyjnych wynoszą: 422,4 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji tego centrum w miesiącu X roku 20XX wyniosły 440 tys. zł. Do wyliczenia kosztu niewykorzystanego potencjału stosuje się planowane stałe koszty pośrednie produkcji, a ich stawka na jedną godzinę wynosi 1280,00 zł (422,4 tys. zł ÷ 330 h).
Koszt niewykorzystanego potencjału dla centrum „A” w miesiącu X roku 20XX wyniósł: 38 400,00 zł (1 280,00 zł x 30 h).
Z kolei zakłada się, że teoretyczne zdolności produkcyjne centrum produkcyjnego „B” o podwyższonym poziomie sterylności, przy produkcji na dwie zmiany przez 6 dni w tygodniu wynoszą również 384 godziny miesięcznie, ale wielkość tę ograniczają:
* planowane remonty: 32 h miesięcznie,
* absencje chorobowe pracowników: 8 h miesięcznie,
* przerwy w pracy pracowników oraz czasy przygotowawcze: 40 h miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności produkcyjnych centrum produkcyjnego „B” wymienione ograniczenia uzyskuje się wielkość normalnych zdolności produkcyjnych centrum: 304 h miesięcznie.
W miesiącu X roku 20XX produkcja w centrum produkcyjnym „B” angażowała centrum przez 240 h. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywiste wykorzystanie centrum w miesiącu X roku 20XX, uzyskuje się informację o wielkości niewykorzystanych zdolności produkcyjnych wynoszącej 64 h.
Miesięczne planowane stałe koszty pośrednie produkcji centrum produkcyjnego „B” dla normalnego poziomu zdolności produkcyjnych wynoszą: 510,72 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji tego centrum w miesiącu X roku 20XX wyniosły 530 tys. zł. Do wyliczenia kosztu niewykorzystanego potencjału stosuje się planowane stałe koszty pośrednie produkcji, a ich stawka na jedną godzinę wynosi 1680,00 zł (510,72 tys. zł ÷ 304 h).
Koszt niewykorzystanych zdolności produkcyjnych dla centrum „B” w miesiącu X roku 20XX wyniósł: 107 520,00 zł (1680,00 zł x 64 h).
Koszt niewykorzystanych zdolności produkcyjnych wynoszący 145,92 tys. zł (38,4 tys. zł [koszt niewykorzystanego potencjału dla centrum produkcyjnego „A”] + 107,52 tys. zł [koszt niewykorzystanego potencjału dla centrum produkcyjnego „B”]) obciąży koszt wytworzenia sprzedanych produktów; nie może on wpływać na wartość (koszt wytworzenia) zapasu produktów.
Różnica między planowanymi a poniesionymi stałymi kosztami pośrednimi produkcji za miesiąc stanowi odchylenie budżetowe: 36,88 tys. zł (19,28 tys. zł [odchylenie budżetowe dla centrum produkcyjnego „A”] + 17,60 tys. zł [odchylenie budżetowe dla centrum produkcyjnego „B”]) odnoszone na: produkty sprzedane, zapasy oraz koszt niewykorzystanych zdolności produkcyjnych. Nie dotyczy to jednak przypadku, gdy różnica między planowanymi, a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy); może ona wtedy w całości wpływać na koszt sprzedanych produktów.
Produkcja leków (tabletki)
Kolejnym przykładem produkcji seryjnej jest wytwarzanie tabletek różnych preparatów farmaceutycznych. Produkcja odbywa się w kilku gniazdach produkcyjnych. Każde gniazdo jest samodzielne i może pracować równolegle z innymi. Gniazdo może się składać z jednej lub kilku maszyn wykonujących podobne czynności. Poszczególne serie produkcyjne preparatów farmaceutycznych przechodzą przez poszczególne maszyny. W tym przypadku określenie zdolności produkcyjnych powinno by nastąpić dla poszczególnych jednorodnych gniazd produkcyjnych. Wynika to z faktu, że seria licząca zarówno 20 000, jak i 80 000 szt. tabletek może angażować gniazdo produkcyjne przez taki sam czas. Warto zauważyć, że w przypadku gdy produkcja następuje w gniazdach, pracownicy nie zawsze są na stałe przypisani do poszczególnych gniazd, ale stanowią samodzielne grupy zadaniowe kierowane do wykonania różnych czynności zgodnie z zapotrzebowaniem. W przypadku takim konieczne jest wydzielenie tych grup i określenie dla nich oddzielnie poziomu wykorzystania zdolności.
Ustalenie zdolności produkcyjnych dla każdego gniazda i grupy pracowników powinno by uwzględniać dostępność czasową w efektywnych warunkach wytwarzania, zależnych od:
* praktycznych zdolności wytwórczych maszyn,
* praktycznych zdolności wytwórczych pracowników (liczby pracowników oraz liczby zmian),
* innych ograniczeń organizacyjnych (np. wąskich gardeł).
Przykład liczbowy – produkcja leków (tabletki)
W przypadku produkcji tabletek nie występują znaczne wahania sezonowe w ilościach dostarczanych wyrobów i obłożeniu produkcji poszczególnych gniazd produkcyjnych. Dlatego koszt niewykorzystanych zdolności produkcyjnych ustala się za okresy miesięczne. Jednostką pozwalającą najlepiej zmierzyć poziom niewykorzystanych zdolności produkcyjnych jest godzina pracy gniazda produkcyjnego (pracownicy są kierowani do pracy w poszczególnych gniazdach produkcyjnych). Koszt niewykorzystanych zdolności produkcyjnych powinien zostać obliczony najpierw na poziomie każdego gniazda, a następnie zsumowany i zwiększyć koszt wytworzenia sprzedanych produktów.
Zakłada się, że teoretyczne zdolności produkcyjne gniazda trzech tabletkarek przy produkcji na dwie zmiany przez 6 dni w tygodniu wynoszą 1152 godzin miesięcznie, ograniczają je:
* planowane remonty: 70 h miesięcznie,
* absencje chorobowe pracowników: 40 h miesięcznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 50 h miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności centrum produkcyjnego wymienione ograniczenia, uzyskuje się wielkość normalnych zdolności produkcyjnych gniazda: 992 h miesięcznie.
W miesiącu X roku 20XX produkcja angażowała gniazdo tabletkarek przez 850 h. Odejmując od normalnych zdolności produkcyjnych rzeczywisty czas wykorzystania gniazda w miesiącu X roku 20XX, uzyskuje się informację o wielości niewykorzystanych zdolności produkcyjnych mierzonych w godzinach: 142 h.
Miesięczne planowane stałe koszty pośrednio produkcyjne gniazda tabletkarek dla normalnego poziomu zdolności produkcyjnych wynoszą: 753,92 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji tego gniazda w miesiącu X roku 20XX wyniosły 790 tys. zł. Do wyliczenia kosztu niewykorzystanych zdolności produkcyjnych stosuje się planowane stałe koszty pośrednie produkcji; stawka planowanych kosztów pośrednich produkcji na jedną godzinę wynosi 760,00 zł (753,92 tys. zł ÷ 992 h).
Koszt niewykorzystanych zdolności produkcyjnych gniazda tabletkarek w miesiącu X roku 20XX wyniósł: 107 920,00 zł (760,00 zł x 142 h).
Z kolei zakłada się, że teoretyczne zdolności gniazda dwóch drażetkarek przy produkcji na dwie zmiany przez 6 dni w tygodniu wynoszą 768 godzin miesięcznie. Wielkość tę ograniczają:
* planowane remonty: 46 h miesięcznie,
* absencja chorobowa pracowników: 12 h miesięcznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 40 h miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności produkcyjnych gniazda drażetkarek wymienione ograniczenia, uzyskuje się z wielkości normalnych zdolności produkcyjnych gniazda: 670 h miesięcznie.
W miesiącu X roku 20XX produkcja w gnieździe drażetkarek angażowała gniazdo przez 500 h. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywisty czas wykorzystania gniazda drażetkarek w miesiącu X roku 20XX uzyskuje się informację o wielkości niewykorzystanych zdolności produkcyjnych mierzoną w godzinach: 170 h.
Miesięczne planowane stałe koszty pośrednie produkcji gniazda drażetkarek dla normalnego poziomu zdolności produkcyjnych wynoszą: 556,1 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji gniazda produkcyjnego w miesiącu X roku 20XX wyniosły 530 tys. zł. Do wyliczenia kosztu niewykorzystanych zdolności produkcyjnych stosuje się planowane stałe koszty pośrednie produkcji, a ich stawka na jedną godzinę wynosi 830,00 zł (556,1 tys. zł/670 h).
Koszt niewykorzystanych zdolności produkcyjnych gniazda drażetkarek w miesiącu X roku 20XX wyniósł: 141 100,00 zł (830,00 zł x 170 h).
Koszt niewykorzystanych zdolności produkcyjnych wynoszący 249,02 tys. zł (141,1 tys. zł [koszt niewykorzystanego potencjału gniazda tabletkarek] + 107,92 tys. zł [koszt niewykorzystanego potencjału gniazda drażetkarek]) zwiększa w całości koszt wytworzenia sprzedanych produktów. Nie może on wpływać na wartość (koszt wytworzenia) zapasu produktów.
Różnica między planowanymi a poniesionymi w miesiącu stałymi kosztami pośrednio produkcyjnymi stanowi odchylenie budżetowe: 9,98 tys. zł (36,08 tys. zł [odchylenie budżetowe dla gniazda tabletkarek] + 26,1 tys. zł [odchylenie budżetowe dla gniazda drażetkarek]) odnosi się na: produkty sprzedane, zapasy oraz koszt niewykorzystanych zdolności produkcyjnych. Jeżeli jednak różnica między planowanymi a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy), to może ona być w całości odniesiona na koszt sprzedanych produktów.
5. 4. Przykład ustalania kosztu niewykorzystanego potencjału wytwórczego w jednostce o produkcji jednostkowej.
Produkcja nietypowych lamp oświetleniowych
Jest to najczęściej produkcja jednostkowa. Asortyment obejmuje wytwarzane na zamówienie klienta specjalne wzory lamp, produkowane w liczbie od jednej do kilkudziesięciu sztuk. Raz opracowany wzór bardzo rzadko jest wykorzystywany powtórnie. Proces produkcyjny następuje w kilku etapach. W pierwszym etapie wycina się blachy ze standardowych arkuszy. W kolejnym etapie następuje wyginanie blachy, które prowadzi do wytworzenia obudowy oprawy. Równoległym etapem produkcji jest wytworzenie na specjalistycznej maszynie rastra oświetleniowego. W kolejnym etapie następuje ręczny montaż elementów oprawy wyprodukowanych zarówno w jednostce, jak i zakupionych z zewnątrz (elektronika sterująca i źródła światła). Gotowe lampy są następnie ręcznie pakowane.
Produkcja różnych wzorów lamp w bardzo różnym stopniu angażuje poszczególne stanowiska produkcyjne. Określenie zdolności produkcyjnych może nastąpić tylko na poziomie poszczególnych zasobów (maszyn, grup maszyn, pracowników, grup pracowników i pomieszczeń). Próba określenia zdolności produkcyjnych na poziomie wydziału jest oczywiście możliwa, ale może prowadzić do nieprawidłowej kalkulacji kosztu produkcji.
Zdolności produkcyjne mierzy się oddzielenie dla każdego zasobu wykonującego jednorodną operację. Dla maszyn najczęściej potencjał mierzy się za pomocą czasu ich pracy (mh) lub jednostek naturalnych produkcji. W przypadku pracowników zdolności produkcyjne mogą być mierzone za pomocą roboczogodzin (rh) lub jednostek naturalnych wykonywanych przez nich pracy (jeżeli wykonywana praca jest jednorodna). W przypadku pomieszczeń ich zdolności produkcyjne określa się najczęściej za pomocą ich powierzchni (m2) lub kubatury (m3).
Określenie normalnych zdolności produkcyjnych dla poszczególnych grup zasobów wymaga uwzględnienia:
* praktycznych zdolności wytwórczych maszyn,
* praktycznych zdolności wytwórczych pracowników (liczby pracowników oraz liczby zmian),
* innych ograniczeń organizacyjnych (np. wąskich gardeł).
Przykład liczbowy – produkcja lamp oświetleniowych
W przypadku produkcji lamp oświetleniowych nie występują znaczne wahania sezonowe w liczbie dostarczanych wyrobów i wykorzystaniu poszczególnych zasobów. W związku z tym koszt niewykorzystanego potencjału ustala się za okresy miesięczne. Jednostkę miary dla każdego z rodzajów zasobów wykorzystywanych w jednostce ustalana się indywidualnie, drogą analizy sposobu wykorzystania tych zasobów. Koszt niewykorzystanego potencjału liczy się najpierw na poziomie każdego zasobu, a następnie sumuje i odnosi na koszt wytworzenia sprzedanych produktów.
Teoretyczne zdolności produkcyjne wycinarki przy produkcji na dwie zmiany przez 5 dni w tygodniu wynoszą 320 godzin miesięcznie; ograniczają je planowane remonty: 55 h miesięcznie.
Odejmując od teoretycznych miesięcznych zdolności produkcyjnych wycinarki wymienione ograniczenie, normalne zdolności produkcyjne wynoszą: 265 h miesięcznie.
Zakłada się, że w miesiącu X roku 20XX produkcja angażowała wycinarkę przez 200 h. Odejmując od normalnych zdolności produkcyjnych czas rzeczywistego wykorzystania wycinarki w miesiącu X roku 20XX, uzyskuje się informację o niewykorzystanym potencjale mierzonym w godzinach: 65 h.
Miesięczne planowane stałe koszty pośrednio produkcyjne wycinarki dla normalnego poziomu zdolności produkcyjnych wynoszą: 1,06 tys. zł. Koszty te ustala się dzieląc koszty wycinarki na elastyczne (zmieniające się w stosunku do wielkości czynnika kosztotwórczego, np. zużycia energii elektrycznej) i stale zaangażowane (niezmieniające się w stosunku do wielkości czynnika kosztotwórczego, jak np. amortyzacja, planowane remonty). Faktycznie poniesione stałe koszty pośrednio produkcyjne gniazda produkcyjnego w miesiącu X roku 20XX wyniosły 1,2 tys. zł. Do wyliczenia kosztu niewykorzystanego potencjału stosuje się planowane stałe koszty pośrednie produkcji, a stawka tych kosztów na jedną godzinę wynosi 4,00 zł (1,06 tys. zł ÷ 265 h).
Koszt niewykorzystanych zdolności produkcyjnych wycinarki w miesiącu X roku 20XX wyniósł: 260,00 zł (4,00 zł x 65 h).
Z kolei zakłada się, że teoretyczne zdolności brygady złożonej z sześciu spawaczy przy produkcji na dwie zmiany przez 6 dni w tygodniu wynoszą 2560 godzin miesięcznie; wielkość tę ograniczają:
* absencja chorobowa pracowników: 61 h miesięcznie,
* przerwy w pracy pracowników oraz czas przygotowawczy: 24 h miesięcznie.
Odejmując od miesięcznej teoretycznej zdolności produkcyjnych brygady spawaczy wymienione ograniczenia, uzyskuje się wielkość normalnych zdolności produkcyjnych brygady: 2475 h miesięcznie.
Zakłada się dalej, że w miesiącu X roku 20XX produkcja angażowała brygadę spawaczy przez 2100 h. Odejmując od normalnych miesięcznych zdolności produkcyjnych rzeczywiste wykorzystanie czasu pracy brygady spawaczy w miesiącu X roku 20XX, uzyskuje się informację o niewykorzystanym potencjale mierzonym w godzinach: 375 h.
Miesięczne planowane stałe koszty pośrednie produkcji brygady spawaczy dla normalnego poziomu zdolności produkcyjnych wynoszą: 24,75 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji brygady spawaczy w miesiącu X roku 20XX wyniosły 24,75 tys. zł. Do wyliczenia kosztu niewykorzystanego potencjału stosuje się planowane stałe koszty pośrednie produkcji, zaś stawka tych kosztów na jedną godzinę wynosi 10,00 zł (24,75 tys. zł ÷ 2475 h).
Koszt niewykorzystanych zdolności produkcyjnych brygady spawaczy w miesiącu X roku 20XX wyniósł: 3750,00 zł (10,00 zł x 375 h).
Zakłada się też, że produkcja odbywa się w hali produkcyjnej o łącznej powierzchni 3000 m2 podzielonej na sześć sekcji. Każda sekcja ma powierzchnię 500 m2. Dwie sekcje o łącznej powierzchni 1000 m2 pozostają nieużywane.
Planowane stałe miesięczne koszty pośrednie produkcji dotyczące hali produkcyjnej wynoszą: 9 tys. zł. Faktycznie poniesione stałe koszty pośrednie produkcji hali produkcyjnej w miesiącu X roku 20XX wyniosły 9 tys. zł. Do wyliczenia kosztu niewykorzystanego potencjału stosuje się planowane stałe koszty pośrednie produkcji, a stawka tych kosztów na jeden m2 wynosi 3,00 zł (9,00 tys. zł ÷ 3000 m2).
Koszt niewykorzystanych zdolności produkcyjnych hali produkcyjnej w miesiącu X roku 20XX wyniósł zatem: 3000,00 zł (3,00 zł x 1000 m2).
Koszt niewykorzystanych zdolności produkcyjnych wynoszący 7,01 tys. zł (0,26 tys. zł [koszt niewykorzystanego potencjału wycinarki] + 3,75 tys. zł [koszt niewykorzystanego potencjału brygady spawaczy] + 3,00 tys. zł [koszt niewykorzystanego potencjału hali produkcyjnej]) wymaga odniesienia na koszt wytworzenia sprzedanych produktów; nie może on wpływać na wartość (koszt wytworzenia) zapasu wyrobów.
Różnica między planowanymi a poniesionymi za miesiąc stałymi kosztami pośrednio produkcyjnymi stanowi odchylenie budżetowe: 0,14 tys. zł (0,14 tys. zł [odchylenie budżetowe dla wycinarki] + 0,0 tys. zł [odchylenie budżetowe dla brygady spawaczy] + 0,0 tys. zł [odchylenie budżetowe dla hali produkcyjnej]). Odchylenie budżetowe odnosi się na: produkty sprzedane, zapasy oraz koszt niewykorzystanych zdolności produkcyjnych. Jeżeli jednak różnica między planowanymi a rzeczywistymi kosztami pośrednimi jest nieznaczna (por. art. 34 ust. 2 ustawy), to może ona w całości zostać odniesiona na koszt sprzedanych produktów.
Produkcja maszyn precyzyjnych o parametrach określonych przez zamawiającego
Jednostkowa produkcja maszyn precyzyjnych odbywa się na wielu stanowiskach pracy, którymi m.in. są obrabiarki uniwersalne; na niektórych stanowiskach praca wykonywana jest ręcznie. Cykl produkcji maszyn precyzyjnych obejmuje wykonanie od kilkunastu do kilkuset operacji na wielu stanowiskach pracy i trwa od kilku dni do maksymalnie dwu miesięcy. Praca wykonywana jest przez robotników, którzy obsługują maszynowe stanowiska pracy lub wykonują prace bezpośrednio przy produkcie. Określenie zdolności produkcyjnych może nastąpić tylko na poziomie poszczególnych zasobów.
Zdolności produkcyjne określa się oddzielenie dla każdego zasobu wykonującego jednorodną operację. Dla maszynowych stanowisk pracy najczęściej zdolności produkcyjne określane będą za pomocą maszynogodzin (mh) lub jednostek naturalnych produkcji. W przypadku stanowisk pracy ręcznej zdolności produkcyjnej mogą być określane za pomocą roboczogodzin (rh) lub jednostek naturalnych wykonanej przez nich pracy (jeżeli wykonywane czynności są jednorodne). W przypadku pomieszczeń ich zdolności produkcyjne określa najczęściej za pomocą miar powierzchni (m2) lub kubatury (m3). Określenie normalnych zdolności produkcyjnych dla poszczególnych grup zasobów następuje przy uwzględnieniu:
* praktycznych zdolności wytwórczych maszyn,
* praktycznych zdolności wytwórczych pracowników (liczby pracowników oraz liczby zmian),
* innych ograniczeń organizacyjnych (np. wąskich gardeł).
Sposób wyliczenia kosztu niewykorzystanych zdolności produkcyjnych jest analogiczny do przedstawionego w przykładzie jednostki produkującej oprawy oświetleniowe.
|
|
1 Za teoretyczny (techniczny) poziom zdolności produkcyjnych potencjału wytwórczego – maszyn i urządzeń – przyjmuje się poziom określony przez projektantów lub producentów.
2 Zasoby nabywane przez jednostkę w sposób ciągły w miarę zapotrzebowania. Ich dostępna wielkość w jednostce może zostać w krótkim okresie dopasowana do zapotrzebowana, eliminując w praktyce problem ich niepełnego wykorzystania, np. nabycie surowców i materiałów.
3 Zasoby nabywane w sposób nieciągły. Ich dostępna wielkość w jednostce nie zawsze jest zatem w krótkim okresie dopasowana do bieżącego zapotrzebowania, np. nabycie budynków i urządzeń.
- Data ogłoszenia: 2007-02-21
- Data wejścia w życie: 2007-01-16
- Data obowiązywania: 2007-01-16
- Dokument traci ważność: 2019-05-22
REKLAMA
Dzienniki Urzędowe
REKLAMA
REKLAMA